Table of Contents
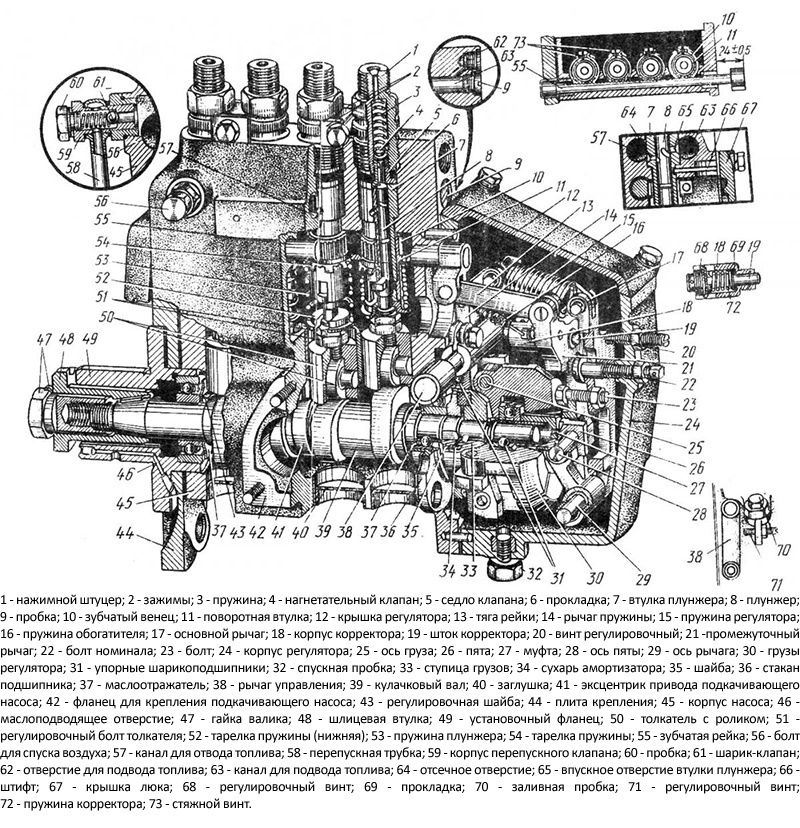
Топливный насос высокого давления в работе системы питания дизельного силового агрегата занимает ключевую функциональную позицию. Кроме создания рабочего давления, узел выполняет роль распределителя, обеспечивающего своевременную подачу топлива к распылителям в такте сжатия работы цилиндров двигателя. Техническое состояние ТНВД напрямую влияет на эксплуатационные показатели дизеля и в целом трактора.

Насосы типа УТН — 4УТНИ, 4УТНМ тракторов МТЗ 80 (82) при наличии ремкомплекта: уплотнителей и прокладок, новых прецизионных пар плунжеров и деталей нагнетательных клапанов, подшипников кулачкового вала и упорных подшипников регулятора, при соблюдении технологии сборки в соответствии с конструктивными размерами ремонтируется в обычных слесарных условиях.
Для осуществления реставрации узла достаточно:
- одного рабочего места оборудованного слесарными тесками для крепления корпуса при сборке
- набора гаечных ключей
- динамометрического рычага для контроля усилия затяжки
- штангенциркуля и линейки для проверки конструктивных размеров
- слесарного пинцета для осуществления монтажа деталей в труднодоступных местах узла
Пошаговая сборка топливного насоса УТН трактора МТЗ 80(82)
Перед сборкой промойте корпус и детали ТНВД дизельным топливом. Продуйте сжатым воздухом топливные и смазочные каналы. Внимательно осмотрите корпус узла и детали на наличие повреждений в виде трещин, задирав или недопустимой выработки на посадочных местах подшипников и седлах уплотнительных соединений.
Установка кулачкового вала
При установке детали в корпус насоса нужно соблюсти следующие условия:
- Устанавливая поджимной фланец 49, со стаканом переднего подшипника убедитесь, чтобы отверстие для прохода масла в детали находилось снизу.
- Осевой зазор должен быть не более 0,1 мм при действии усилия со стороны крепления подкачивающей помпы с помощью упора в вал оправки или отвёртки.
- Правильность монтажа детали нужно проверить, установив в покачивающую помпу насоса, чтобы не было препятствия вращению в результате задевания 2 или З кулачком за корпус подкачивающей помпы. При задевании вал смещают в нужную сторону перестановкой регулировочных шайб 43 с внутренней стороны опорных подшипников вала.
- Приводная шлицевая втулка 48 на валу затягивается динамометрическим ключом с усилием 60-70 Н/м.
- Установленный вал должен вращаться от руки без заедания и клина.
Сборка плунжерных секций насоса
Для получения минимального расхождения в производительности секций желательно устанавливать рабочие пары из одного комплекта. Сборка секций осуществляется поочерёдно, начиная со стороны привода узла.
Перед монтажом плунжерных пар устанавливают зубчатую рейку 55, фиксируя в положении, чтобы между соединительным пальцем детали и корпусом насоса был зазор 16,5 мм. Для этого изготавливают проставку соответствующего размера. Таким образом, сборка будет соответствовать конструктивным размерам, обеспечивающим ход рейки на полной амплитуде регулирования подачи топлива.
- Устанавливают поворотную гильзу с венцом в сборе с пружиной секции и упорной пластиной. При этом стяжная прорезь зубчатого венца должна быть направлена перпендикулярно боковой плоскости корпуса насоса в строну монтажного люка
- Плунжерную пару заводят в поворотную гильзу, при совпадении метки на плунжере с пазом на втулке, в сторону монтажного люка корпуса. Установка плунжера производится при посадке в паз поворотной гильзы.
- Устанавливают стопорный штифт, который фиксирует втулку плунжера.
- Отжимая пружину секции вверх, устанавливают нижнюю опорную тарелку.
- Перед установкой нагнетательного клапана на деталь устанавливают конусную пластиковую манжету конусом вверх. Вместе с манжетой деталь устанавливают в верхнее отверстие над плунжерной парой. Затем устанавливается нажимной штуцер с пружиной клапана.
- После поочерёдной сборки всех секций для предотвращения заклинивания и ускоренного износа плунжерной пары затяжку штуцеров осуществляют с усилием 98-108 Н/м.
После затяжки ход рейки должен быть плавный без заклинивания при таком же свободном вращении от руки кулачкового вала.
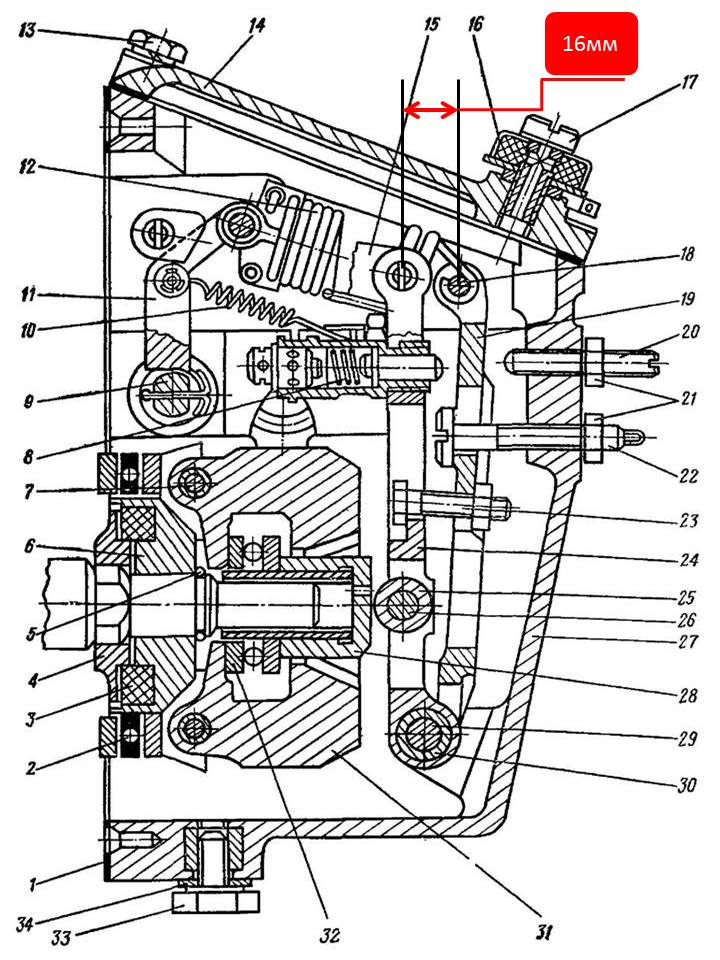
Сборка и установка всережимного регулятора
Осуществляя сборку механизма регулятора нужно выдержать конструктивный размер между осями монтажных пальцев на концах основной и промежуточной тягах регулятора. Между центрами пальцев на максимальной амплитуде расхождения тяг должно быть расстояние 16 мм. Изменение размера осуществляют затяжкой стяжного винта 23 в корпусе. Данный размер обеспечивает работу регулятора в пусковом режиме. Ход штока корректора 8 устанавливают в пределах 1,3-1,5 мм с помощью подкладки шайб под шток устройства.
- Устанавливают рычаг управления регулятора с коромыслом и основной пружиной 12. Фиксируется рычаг стяжным болтом м6.
- Присоединяется второй край основной пружины с основной тягой через шплинтующийся палец.
- Устанавливая пусковую пружину 10 нужно контролировать, чтобы пружина не провисала и не создавала усилия на рычагах. Это условие выдерживают побором длины пружины с помощью изменения выхода крепёжного штифта в тяге.
- На вал насоса устанавливают дистанционную шайбу 4.
- Затем напрессовывают приводную пластину 3 регулятора при совпадении выточек на валу.
- Устанавливается опорный подшипник 2 и ступица 6 грузов регулятора с демпферными резинками при совпадении пазов с усиками приводной пластины 3. Радиальный люфт не должен превышать 8˚. Осевой люфт устраняется конусной шайбой, которая поджимается стопорным кольцом 5 в проточке вала.
- Затем устанавливается муфта регулятора 28 через соответствующий опорный подшипник 32. Смазочное отверстие в торце муфты должно быть в верхнем положении.
- Собранный регулятор через прокладку крепят к корпусу насоса.
- После монтажа регулятора соединяют рейку с промежуточным рычагом.
В заключение производят монтаж подкачивающей помпы через прокладку на три крепёжных болта.
Перед эксплуатацией узла после ремонта требуется произвести полную проверку и настройку в соответствии с техническими и эксплуатационными требованиями самого ТНВД и дизеля во всех режимах, а также осуществить проверку и наладку распылительных форсунок. Регулировка осуществляется специалистом на специальном стенде.






