Содержание
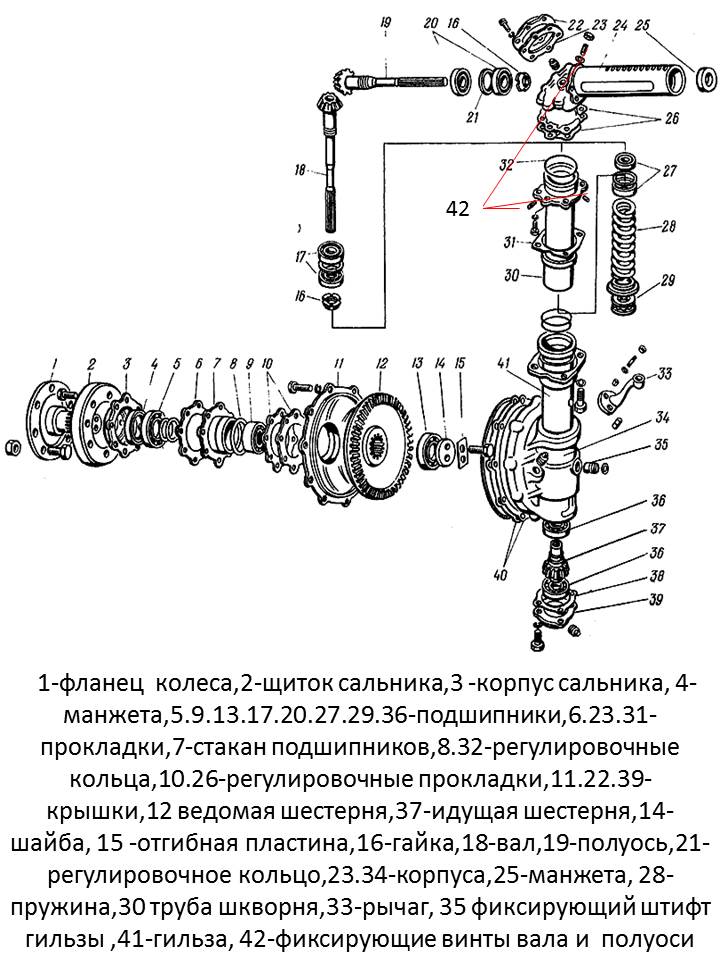
В конструкции портального ведущего переднего моста трактора каждая пара шестерён и подшипниковая опора валов, участвующая в кинематической цепи передачи мощности на ходовые колёса, является ответственной точкой механизма. Своевременное обслуживание и соответствие технических параметров в настройке зацепления зубчатых пар и осевых зазоров в обоймах подшипников узла обеспечивает возможность использовать ресурс механизма с максимальным сроком эксплуатации без ремонта. Для предупреждения отказов работы трактора в статье максимально раскроем тему причин возникновения поломок в механизме ПВМ. А также уделим внимание технологии устранения неполадок и правильной регулировке частей механизма при сборке.

Неполадки и причины выхода из строя ПВМ МТЗ 82
Отказ работы ПВМ возможен по причинам двух типов — неисправность привода ПВМ или поломка непосредственно механизма переднего моста.
Неполадки привода ПВМ
- Отказ в работе раздаточной коробки, что не даёт возможность передачи мощности к промежуточной опоре привода или нарушает переключение режимов работы ПВМ. Визуально определить поломку можно при отсутствии вращения карданного вала соединяющего раздаточную коробку с промежуточной опорой с включённым принудительным режимом работы ПВМ и отсоединённым карданом главной передачи моста. Причинами являются: неисправность узла или неправильная регулировка привода включения режимов работы ПВМ, износ или загрязнение механизма раздаточной коробки.
- Неисправность или неправильная регулировка фрикционной муфты промежуточной опоры привода ПВМ — сопровождается перегревом узла и выдавливанием вскипевшей смазки из корпуса опоры через сальники. При этом нарушается или полностью отсутствует передача крутящего момента от опоры к главной передаче ПВМ. Обычно это можно определить при движении под нагрузкой с включённым приводом моста.

Причины поломок ПВМ
Общей причиной отказов в работе ПВМ является износ или разрушение частей механизма. Основными факторами, влияющими на интенсивность износа, есть:
- Недостаточная смазка механизмов при ненадлежащем контроле уровня масла в корпусах моста, при игнорировании течи и попадании абразивных загрязнений в нарушенных уплотнениях узла.
- Неправильная регулировка зазоров в зацеплении зубчатых пар и обоймах подшипников опор вращения в механизме;
- Чрезмерные тяговые нагрузки и весовые нагрузки на переднюю ось, негативно действующие на механизм моста.
Так для предупреждения поломок, тяговые и резкие динамические нагрузки на ПВМ ограничиваются настройкой срабатывания фрикционной муфты промежуточной опоры привода в пределах 400 — 800 Н.м. А также, согласно эксплуатационным требованиям производителя, для нормальной работы универсального портального ПВМ дополнительная нагрузка на переднюю ось трактора МТЗ 82 не должна превышать 800 кг.
Недостатком ПВМ МТЗ 82 является большое количество сопряжений с уплотнителями в конструкции моста. В связи с этой особенностью одной из основных болезней узла является течь смазки. В результате частыми поломками страдают верхние конические пары конечной передачи.
Распространённые поломки ПВМ
Общими симптомами поломки моста является перегрев корпусов узла, рывки при работе моста, шум и скрежет в механизме.
Нарушение в работе главной передачи моста
Сопровождаются гулом в работе редуктора и нагревом корпуса выше 60°С ( проверяется при невозможности длительного касания руки). Причинами являются нарушение допустимых зазоров в подшипниках вращения, зацеплении шестерён главной передачи и дифференциала в результате износа механизма или неправильной регулировки. Косвенной причиной влияющей на работу и состояние главной пары шестерён ПВМ является состояние шарнирных сочленений карданных валов и суммарный осевой люфт валов в узлах привода, создающий осевое биение на ведущую шестерню ПВМ.
Нарушение в работе дифференциала моста
Сопровождается шумом в работе и перегревом корпуса. Причинами также являются износ деталей узла. Отсутствие автоматического блокирования дифференциала говорит об износе фрикционных дисков муфт блокирования ,встроенных в корпус узла. При отсутствии смазки механизма и перегрева дифференциала возможно заклинивание муфт блокировки в результате спайки дисков.
Обрыв передачи крутящего момента от полуосей трактора на вертикальные валы бортовых передач
Причинами неполадки является крашение зубьев конической верхней пары шестерён конечной передачи, заклинивание подшипников вертикального вала в результате недостаточной смазки, износ шлицов в нижней части вертикального вала или его разрушение. Слом вертикального вала говорит о недопустимой выработке в поворотной шкворневой паре — гильзе и шкворневой трубе. Проверяют передачу вращения от полуосей на бортовые части, наблюдая через открытый люк верхней конической пары, при вращении хвостовика ведущей шестерни главной передачи моста.
Заклинивание поворотного шкворня в бортовом редукторе ПВМ
Сопровождается невозможностью осуществления поворота управляемых колёс. Причинами являются недостаточная смазка пары «гильза шкворня — шкворневая труба», а также недопустимый износ пары и обрыв фланца шкворневой трубы.
Нарушение работы нижней конической пары в бортовом редукторе
Возникает при износе подшипников и увеличении зазоров в обоймах на оси вращения фланца для крепления колеса, где осевой люфт провоцирует биение в зубчатой паре шестерён, нарушая нормальное зацепление.
Порядок разборки ПВМ МТЗ 82
Учитывая особенности конструкции узла, и наличии ряда напрессованных сопряжений в деталях, для осуществления разборки рекомендуется иметь в арсенале приспособлений винтовые съёмники. Винтовой инструмент обеспечит комфортное рассоединение без повреждений деталей.
Разборка главной передачи моста
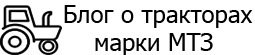
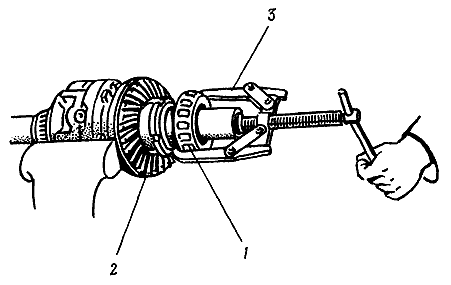
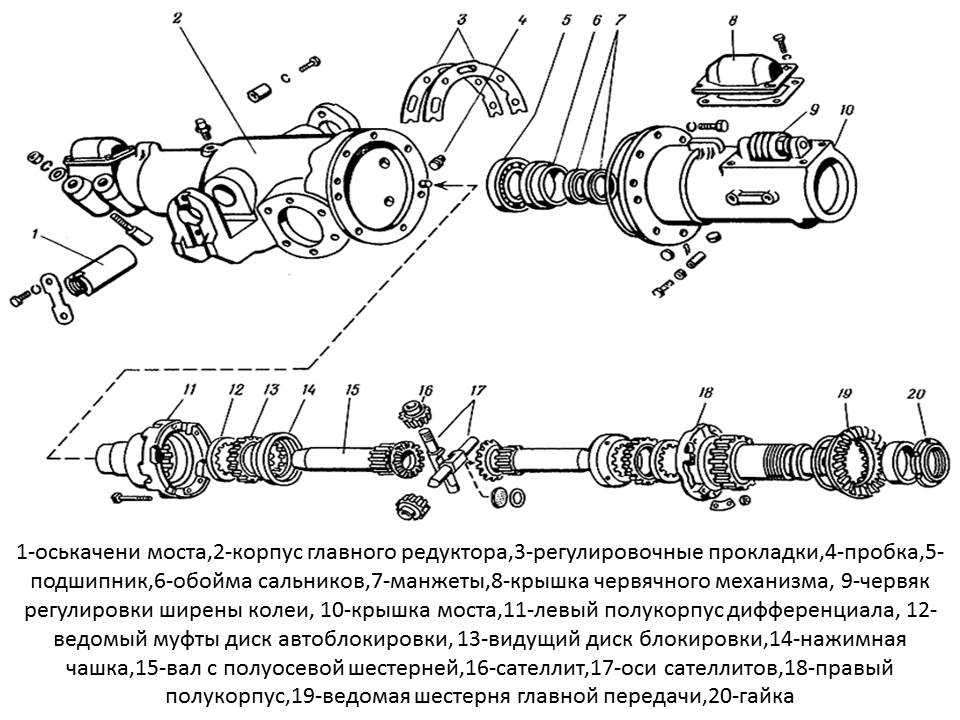
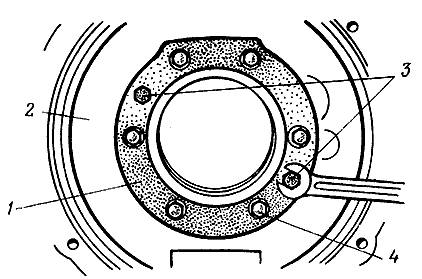
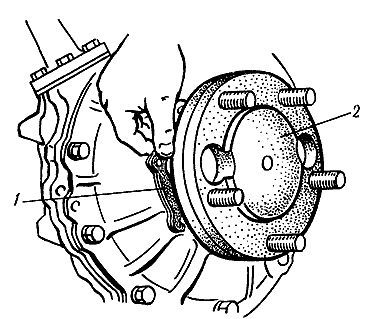
Демонтаж стакана главной передачи осуществляется откручиванием крепёжных болтов фланца стакана при отсоединённом карданном вале. Отпрессовывается корпус 4 ведущей шестерни с помощью вкручивания двух монтажных болтов в специальные отверстия фланца стакана.
Для замены манжеты 6 в стакане ведущей шестерни отворачивают шплинтующую регулировочную гайку 9 на конце вала 1 и снимают со шлицов соединительный фланец 8 кардана. Далее извлекают единый с шестернёй вал и осуществляют полную разборку.
-

- Снятие крышки корпуса ПВМ ( старого образца) МТЗ
-
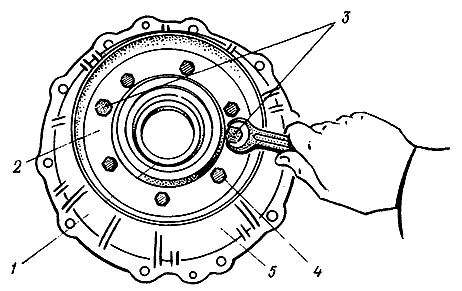
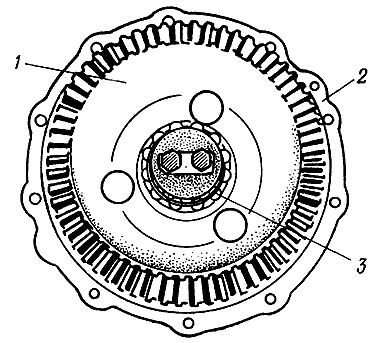
- Доступ к главной передачи моста и дифференциалу
-
- Выпрессовка подшипника дифференциала
-
- Выпрессовка ведомой шестерни главной передачи
-
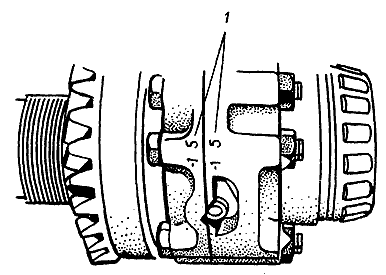
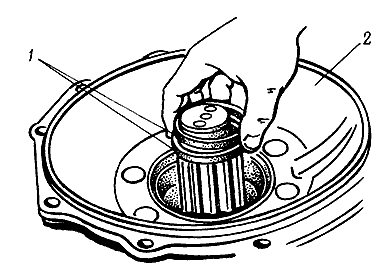
- Правильное взаимное размещение полукорпусов дифференциала
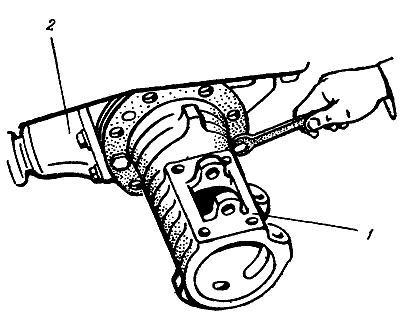
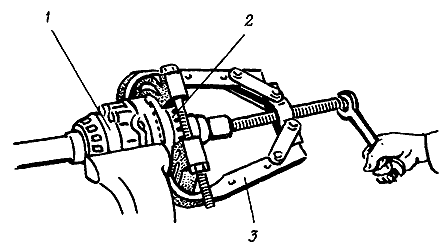
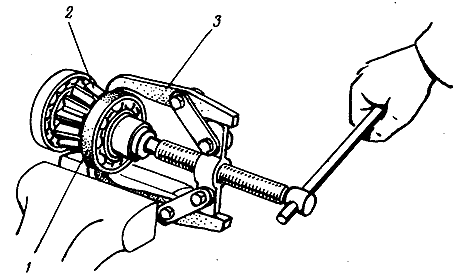
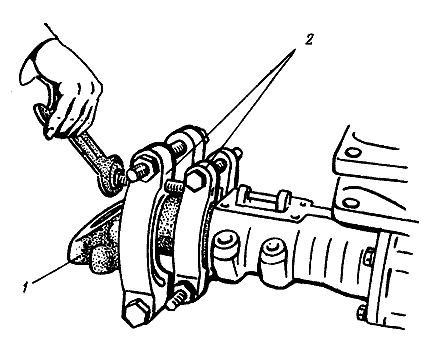
Демонтаж дифференциала с ведомой шестернёй главной передачи осуществляют при отсоединении соединительных фланцев корпуса главной передачи и кожухов полуосей или крышки моста. Выпрессовка подшипников дифференциала и ведомой шестерни главной передачи с корпуса узла осуществляют винтовым съёмником с захватами.
Отсоединение бортовой
Для отсоединения бортового редуктора в сборе от бокового корпуса полуоси необходимо поддомкратить ремонтируемую сторону моста, открутить болты крепления фланцев стаканов шкворневой трубы и гильзы от корпуса верхней конической передачи. С помощью демонтажных болтов, вкручиваемых в отверстия фланца произвести выпрессовку шкворня с гильзы в корпусе колёсного редуктора.

Разборка колёсного редуктора
Для разъединения шестерён нижней пары конечной передачи откручивают болты по периметру крышки колёсного редуктора, предварительно поставив ёмкость под редуктор для сбора масла. В соединении фланцев крышки корпуса в случае ремонта более поздних версий ПВМ МТЗ 82 демонтировать регулировочные прокладки зацепления шестерён.
Для осуществления ревизии подшипниковой части фланца колеса освобождают болты в торце вала фланца от фиксирующей отгибной пластины, отворачивают два крепёжных болта, снимают подшипник с сепаратором и внутренней обоймой, затем снимают ведомую шестерню с шлицов фланцевого вала, ударами деревянной проставки в торец вала выбивают деталь наружу с подшипниками и регулировочными кольцами.
-
- Демонтаж крышки колесного редуктора
-
- Демонтаж корпуса сальника с крышки колёсного редуктора
-
- Демонтаж ведомой шестерни колёсного редуктора
-
- Выпрессовка стакана подшипника с крышки колёсного редуктора
Для отпрессовки корпуса сальника или стакана подшипниковой части также вкручиваются монтажные болты во фланцы деталей.
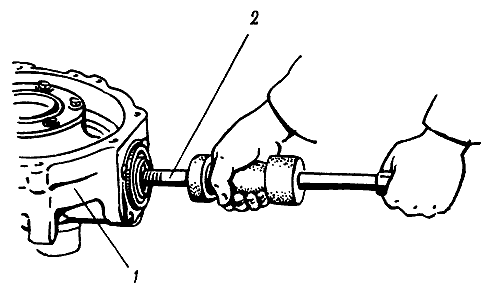
Демонтаж полуоси и вертикального вала
Для извлечения полуоси с шестернёй и подшипниками нужно вывернуть штопорный винт с корпуса верхней конической пары. Для снятия вертикального вала вывернуть два штопора в верхней части шкворневой трубы, упирающиеся в обойму подшипника. Подшипники и внутренние обоймы с вала и полуоси спрессовываются съёмником.
-
- Отсоединение бортового редуктора
-
- Выпрессовка полуоси из корпуса
-
- Выпрессовка ведущей шестерни колёсного редуктора
-
- Демонтаж подшипников ведущей шестерни колёсного редуктора
-
- Выпрссовка подшипников с полуоси

Демонтаж корпуса полуоси моста
Раскручивают крепёжные гайки стопорных пальцев на винтовом механизме регулировки колеи. Выпрессовку корпуса полуоси из крышки моста или кожуха полуоси осуществляют съёмником.
-
- Освобождение стопорных клиньев корпуса полуоси
-
- Выпрессовка корпуса полуоси в сборе
Регулировки главного редуктора ПВМ
Так как главная пара шестерён работает в условиях значительных осевых нагрузок, рекомендуется устанавливать подшипники без зазора с предварительным натягом в обоймах 0,02 – 0,05 мм. Такая настройка обеспечивает стабильное зацепление в шестернях и позволяет отсрочить появления зазоров в результате выработки деталей. Подшипники, при такой настройке, работают за счёт упругости металла в обоймах.
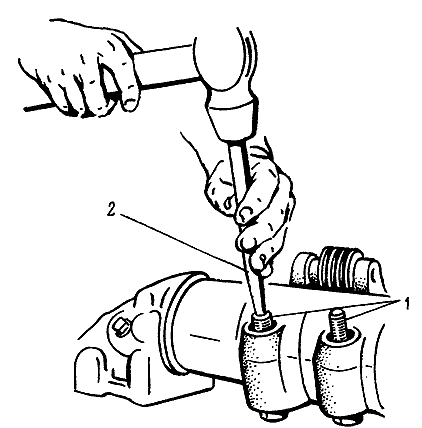
Регулировка осевого зазора в подшипниках ведущей шестерни
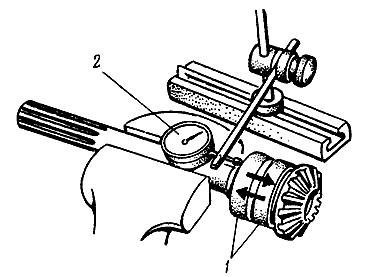
Устранение зазора в подшипниках ведущей шестерни осуществляют затяжкой гайки на резьбовом конце вала. Появление осевого зазора провоцирует биение и последующее разрушение сальника. Если после максимальной затяжки всё же присутствует осевой зазор, тогда уменьшают толщину регулировочных втулок шлифованием установленных между обоймами подшипников ведущей шестерни. Уменьшение размера втулок на величину люфта + 0,05мм позволит затянуть гайку хвостовика и устранить люфт в обоймах с натягом. Размер люфта определяют индикатором приложенным к стакану и самой шестерни. Затяжку производят с одновременным проворачиванием вала для того, чтобы ролики подшипников заняли своё место в обоймах. Допускается небольшой нагрев корпуса ведущей шестерни после устранения люфта не выше 60°С.
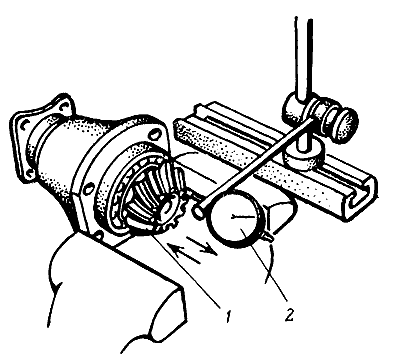
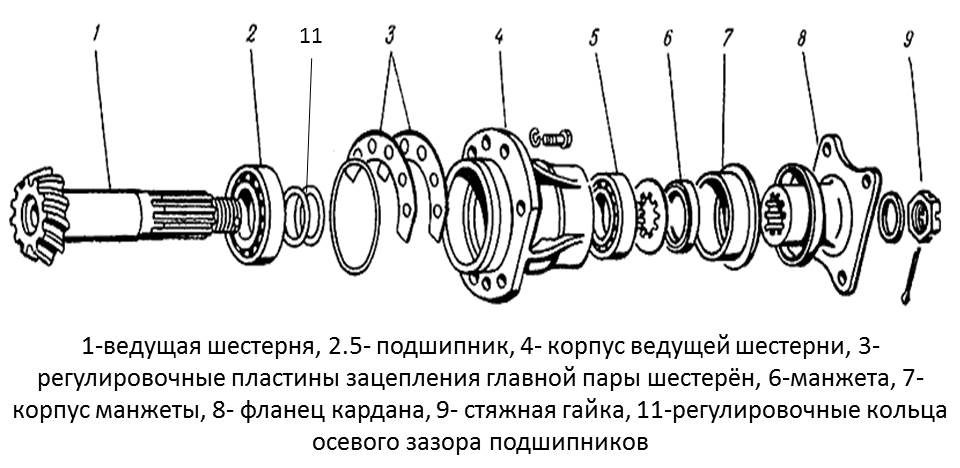
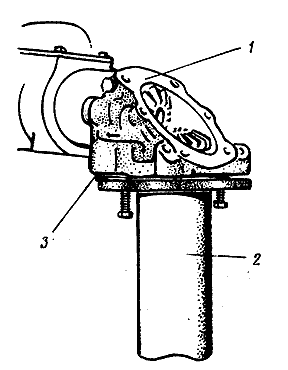
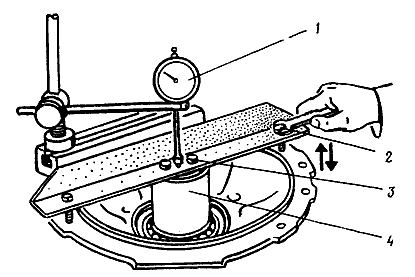
Регулировка зазора подшипников дифференциала
Проверку осуществляют упором монтировки в корпус моста и торцевую часть ведомой шестерни. Диагностирование осуществляют через каждые 3000 часов, предварительно проверив затяжку соединительных фланцев корпуса моста и кожухов полуосей. При обнаружении люфта уменьшают количество регулировочных прокладок между соединительными фланцами корпуса и крышки моста (кожухом полуоси) на размер люфта либо больше на 0,05 мм от диагностированного зазора. В правильно отрегулированных подшипниках натяг должен быть в пределах 0,01 — 0,1 мм.
Боковой зазор зацепления главной пары
Сразу нужно отметить, что регулировку зацепления главной пары осуществляют только первоначально при полной её замене или замене подшипников корпуса моста, корпусов дифференциала, подшипников в стакане ведущей шестерни. Регулировка подношенных шестерён запрещена, так как такая настройка нарушит органичное зацепление шестерён, сместит пятно контакта зубьев и приведёт к быстрому износу или заклиниванию пары. А также запрещено устанавливать разукомплектованные пары или заменять отдельные шестерни в паре, то есть замену осуществляют строго парой в комплекте производителя. Осуществляют перенастройку в случае диагностирования бокового зазора в зацеплении выше 1,2-1,5 мм новой главной пары, что является следствием неправильной сборки.

Зазор в зацеплении шестерён главной пары настраивается только при отсутствии осевых зазоров в подшипниках ведущей шестерни и подшипниках дифференциала. Настройку осуществляют установкой регулировочных прокладок. Положение ведущей шестерни регулируется прокладками, устанавливаемыми под фланец стакана вместе крепления к корпусу моста. Ведомая шестерня выставляется с помощью подбора прокладок между корпусом дифференциал и торцом ведомой шестерни, посажёной на шлицы.
Настройка контакта зубьев главной зубчатой пары
После произведённой наладки проверяют пятно контакта в зацеплении зубьев. Правильная настройка показывает, что в зацеплении участвует вся длина зуба. Для проверки несколько зубьев шестерни окрашивают тонким слоем краски, устанавливают стакан ведущей шестерни и прокатываются зубьями шестерён несколько раз в обе стороны. После выпрессовывают стакан с ведущее шестерней и осматривают пятно контакта.
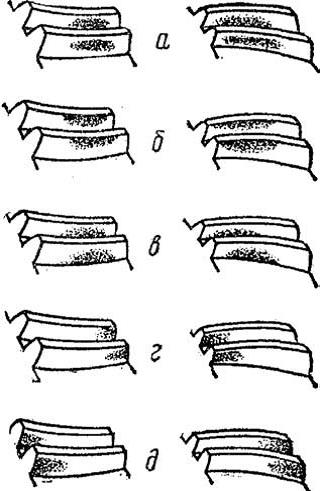
Правильное пятно должно располагаться ближе к узкому концу зуба, занимать площадь не менее 50% по длине и ширине зуба (рисунок а). В случае несоответствии пятна контакта необходимо произвести настройку.
- Если пятно размещено на вершине зуба нужно приблизить ведущую шестерню к ведомой уменьшив количество прокладок между фланцем стакана и корпусом моста (вариант б).
- В случае если пятно расположении слишком низко у основания зуба количество прокладок между стаканом и корпусом увеличивают, таким образом, отодвигая ведущую шестерню от ведомой( вариант в).
- Если пятно смещено ближе к узкому краю зуба, нужно отодвинуть ведомую шестерню от ведущей, уменьшив толщину пакета прокладок между корпусом дифференциала и ведомой шестернёй(г).
- При смещённом пятне ближе к широкому краю зуба нужно приблизить ведомую шестерню к ведущей, увеличив толщину пакета прокладок (д).
Ремонт и регулировка бортовых редукторов
В процессе эксплуатации регулировку механизмов редуктора конечной передачи ПВМ не производят. Полную настройку зазоров в подшипниках и зацеплении зубчатых пар осуществляют в процессе сборки узла при проведении ремонта.
Настройка зазора в подшипниках вращения верхней конической пары
Регулировку осевого зазора в подшипниках полуоси на верхней части производят затяжкой поджимной гайки. Изначально гайку затягивают до состояния тугого вращения обойм подшипников. При затяжке проворачивают наружные обоймы того, чтобы ролики заняли своё правильное место. После гайку отпускают ровно на столько, чтобы обоймы подшипников стали вращаться свободно и зазор в подшипнике не превышал 0,1 мм. Хотя в новых рекомендациях по регулировкам указывают, что подшипники устанавливаются предварительным натягом в пределах 0,05-0,15 мм. Такое требование имеет место быть и даёт преимущество в увеличенных сроках эксплуатации до появления недопустимого люфта в подшипниках. После регулировки гаку фиксируют кернением.
Важным моментом в настройке является строгое положение распорного кольца между наружными обоймами пары подшипников, без выступания за наружные края. В противном случае выступающее кольцо будет препятствовать запрессовке вала в посадочное место.
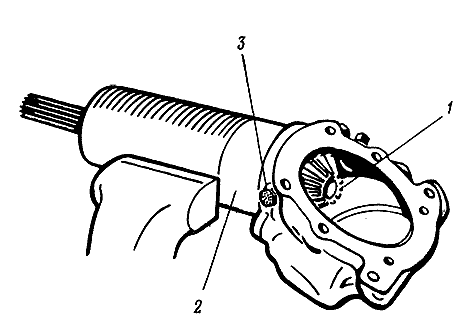
Регулировка зацепления верхней конической пары шестерён
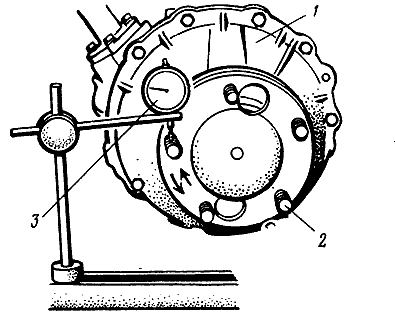
Настройку бокового зазора в зацеплении верхней пары осуществляют только смещением положения вертикального вала с помощью разрезных прокладок 3 устанавливаемых между фланцем корпуса зубчатой пары и стаканом шкворневой трубы. Положение полуоси не изменяется. Нормальный боковой зазор должен быть в пределах 0,1-0,55 мм.
Проверку настройки зацепления проверяют, предварительно удалив смазку из корпуса пары и застопорив вертикальный вал. Устанавливают свинцовую пластинку между зубьями шестерён проворачивают полуось от фланца крепления кардана главной передачи. Глубина вмятин покажет фактический зазор в зацеплении. После установки зазора проверяют пятно контакта в зацеплении.
Важно проследить при установке горизонтального и вертикального валов в посадочные места, чтобы стопорные штифты, удерживающие валы на посадочных местах не касались сепараторов подшипников.
Регулировка подшипников колёс
В старых справочниках указан установочный зазор в конических подшипниках фланца колеса 0,2 мм, более поздние инструкции по эксплуатации указывают, что подшипники регулируют с натягом в 0,1 мм. Регулировка осуществляется подбором ширины колец, установленных между внутренними обоймами подшипников на валу фланца. При правильной регулировке подшипников ресурс работы до появления зазоров до 0,4 мм может составлять до 5000-6000 часов. Поэтому регулировку производят при ремонте колёсного редуктора. Если же люфт появился преждевременно, необходимо произвести ревизию редуктора и устранить люфт.
-
- Установка регулировочных колец конических подшипников колёсного редуктора
-
- Проверка осевого зазора в конических подшипниках фланца колеса индикатором
Операцию осуществляют в следующем порядке:
- Снять колесо с фланца крепления, слить смазку из редуктора, отсоединить крышку от корпуса редуктора и демонтировать её вместе с ведомой шестернёй привода колеса и фланцевым валом с подшипниковым узлом.
- Первоначально нужно попытаться устранить люфт подтяжкой крепёжных болтов на торце вала. Если подтяжка не даёт результата, тогда полностью разбирают подшипниковый узел и уменьшают шлифовкой ширину распорных колец на величину люфта.
- После собирают подшипниковый узел и осуществляют затяжку крепёжных торцевых болтов на валу. При сборке важно проконтролировать, чтобы торцы колец между подшипниками строго контактировали с внутренними обоймами и не упёрлись в сепараторы.
- После проверки установленного зазора крепёжные болты фиксируют отгибной пластиной.
При диагностике подшипниковой части колёсного редуктора нужно иметь в виду, что в комплектации завода производителя колёсного редуктора ширина одного регулировочного кольца между подшипниками равна по 7мм, а в сумме двух колец — 14 мм. Общая меньшая ширина колец говорит об уже производимой ранее регулировке подшипников и их неполном ресурсе.
Регулировка зацепления шестерён нижней конической пары
Настройка осуществляется перемещением ведомой шестерни с помощью разрезных регулировочных пластин устанавливаемых пакетом между крышкой корпуса редуктора и фланцем стакана подшипникового узла или в более современных версиях узла между крышкой и корпусом редуктора. Боковой зазор новой пары шестерён устанавливается в пределах 0,26-0,65 мм. Эта величина соответствует угловому смещению фланца крепления колеса на радиусе крепления болтов. Для осуществления проверки зазора стопорят ведущую шестерню нижней пары.
-
- Регулировка зазора в зацеплении нижней конической пары бортового редуктора
-
- Проверка зазора в зацеплении верхней и нижней конических пар индикатором
Замена гильзы и шкворневой трубы бортовой
При достаточной выработке шкворня и гильзы возникает биение, влияющее на состояние всего механизма бортового редуктора. При ремонте нужно учитывать эти факторы и желательно заменять детали поворотного механизма парой, а не на выбор одной детали, оценивая износ каждой. По рекомендациям производителя люфт более 1 мм между деталями поворотной пары является не допустимым и требует замены.

Особенные сложности возникают при выпрессовке гильзы из корпуса редуктора. Часто в результате заклинивания данной пары деталей поворотного механизма бортового редуктора без применения определённых технологий операцию с сохранением целостности деталей произвести практически невозможно.
Для выпрессовки изношенной гильзы с корпуса редуктора применяют винтовой съёмник. Предварительно нужно удалить фиксирующий гильзу штифт установленный в тело корпуса с внутренней стороны. С учётом, что гильза при демонтаже будет заменена на новую для её снятия по внутренней контактной поверхности со шкворнем проваривают сваркой четыре симметрично расположенных продольных шва. Внутренние напряжения металла, созданные наваренными швами, позволят ослабить посадку гильзы в корпусе. После этого приступают к выпрессовке детали с помощью винтового съёмника. При сборке, для облегчения монтажа, посадку гильзы осуществляют в предварительно разогретый горелкой корпус редуктора.
Одним из больных мест бортового редуктора является верхняя часть в сопряжении гильзы со шкворневой трубой страдающей от недостаточной смазки и попадания через нарушенные уплотнения абразивной пыли. Для улучшения условий работы шкворневой пары в верхнюю часть корпуса устанавливают маслёнку, позволяющую несколькими качками шприца доставить смазку между контактными поверхностями гильзы и трубы шкворня. Такая модернизация позволяет значительно увеличить рабочий ресурс бортового редуктора.
Устранение течи масла
Каждому бывалому трактористу знакомо досадное недоумение, которое он испытывал при обнаружении полностью сухих полостей верхних конических пар конечной передачи. Масло при этом уходило в полость колёсного редуктора несмотря на недавно сделанный ремонт моста и замену уплотнителей и сальников верхней конической пары. Обнаруживалось это при открытии контрольно-заливной пробки на корпусе колёсного редуктора, где лишнее масло тут же выплёскивалось наружу.
Фактор вызывающий течь
Кроме самого выхода из строя уплотнений, в конструкции узла одной из причин, вызывающих постоянную течь смазки из полостей бортовых редукторов является нагрев масла и появление избыточного давления в полости механизма при активной работе зубчатых пар. В результате смазку выдавливает через уплотнители и механизм подвергается работе на сухую.
Способы устранения
Для сброса избытка давления с рабочей полости в корпус или крышку редуктора устанавливают сапуны вместо заливных пробок. Так практиками было отмечено, что при установке сапуна в крышку корпуса верхней конической пары перетекание масла вниз в колёсный редуктор прекращается и смазка с верхней полости не уходит. Естественно, эффект работы сапунов будет только при целостности всех уплотнений.
Также, по опыту трактористов, можно значительно уменьшить течь из корпусов верхних пар конических подшипников путём создания в полости шкворневой трубы пробки из солидола. При ремонте полость забивают смазкой, которая препятствует стеканию масла из полости верхней конической пары в низ редуктора.





